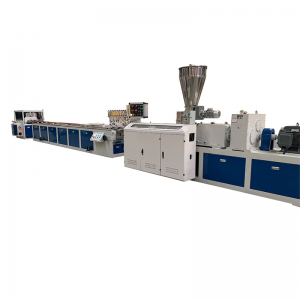
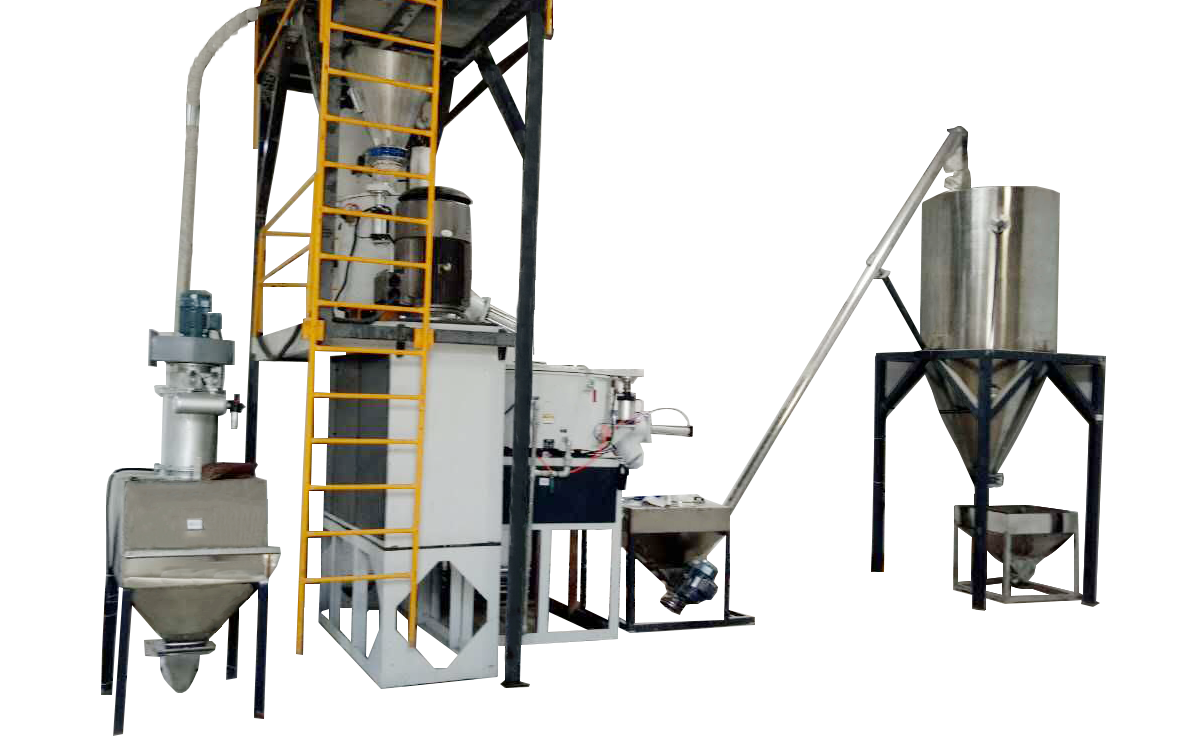
LB-Double Strand PVC Pipe Extrusion Line

Հումք — խառնիչ — կոնաձև երկակի պտուտակային էքստրուդատոր — կաղապար և տրամաչափիչ — վակուում ձևավորող մեքենա — ցողող հովացման մեքենա — բեռնափոխադրող մեքենա — կտրող ագրեգատ — բուլղարական մեքենա — ստեկեր:
| Մոդել | 50Բ | 50C | 63Բ |
| Խողովակների միջակայք (մմ) | 16-50 թթ | 16-50 թթ | 16-63 թթ |
| Պտուտակային մոդել | 51/105 թ | 65/132 թ | 65/132 թ |
| Թողունակությունը (կգ) | 200 թ | 250 | 280 թ |
Խառնիչ
Օպտիմիզացված դիզայն փորձառու ինժեների կողմից
Ինքնասփռումը որպես ջեռուցման աղբյուր, արդյունքում՝ էներգիայի արդյունավետություն
Վակուումային ներծծման բեռնում ցածր աղմուկի և առանց փոշու աշխատանքային իրավիճակի համար
Խառնուրդի բաղադրությունը պահպանելու համար պարուրաձև բեռնում խառնելուց հետո
Ավտոմատ ջեռուցում և վերաբեռնում

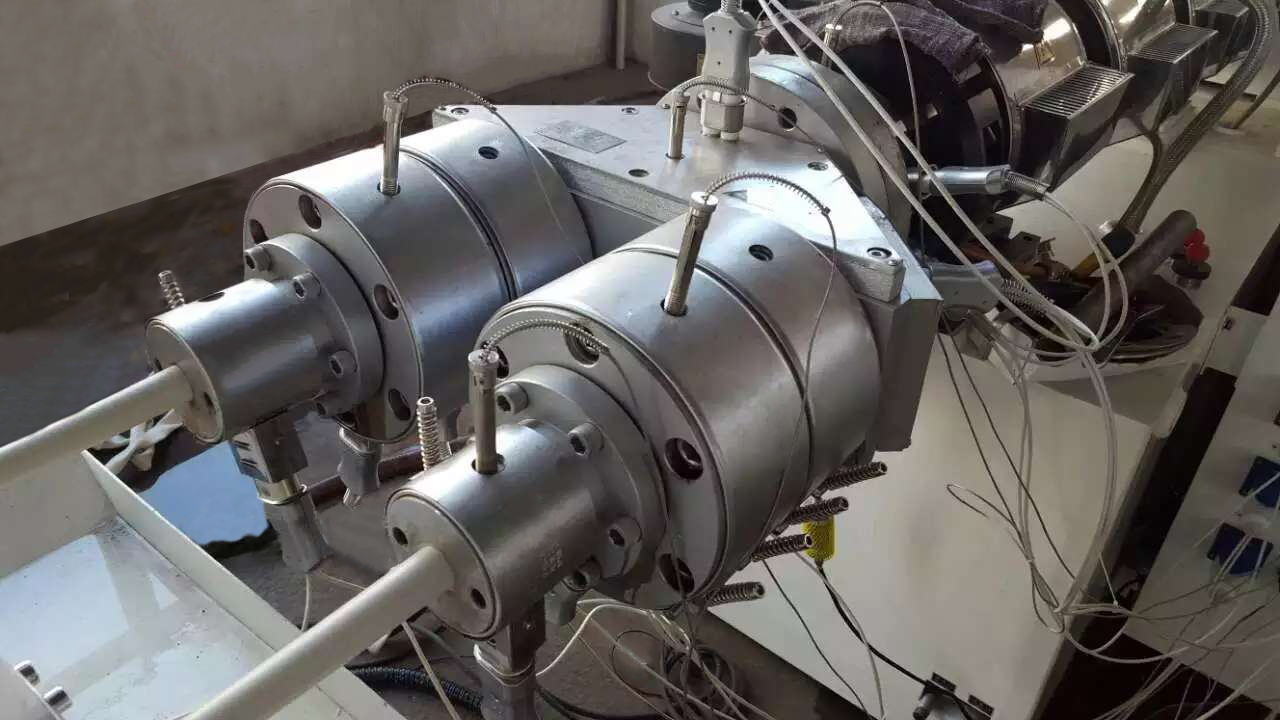
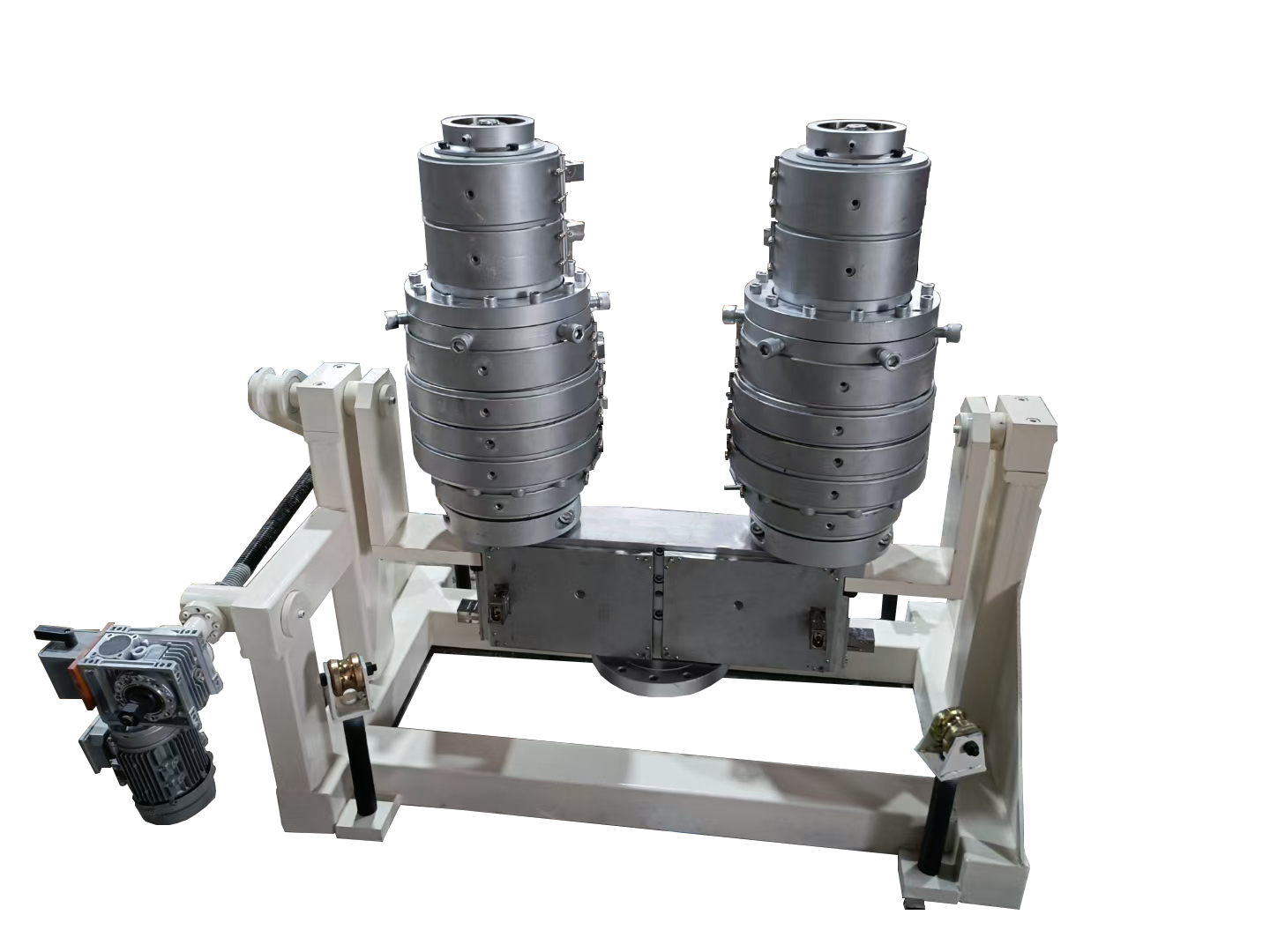
Կոնաձև երկակի պտուտակային էքստրուդատոր
Հատուկ դիզայն PVC փոշի նուրբ մշակման համար
մշտական մագնիս համաժամանակյա շարժիչ՝ էներգիայի սպառումը մոտ 10%-ով կրճատելու համար՝ համեմատած DC կամ AC շարժիչների հետ:
Օպերատորի վրա հիմնված շահագործման տրամաբանություն արտադրության ընթացքում խելացի և հեշտ շահագործման համար
Սենսորային էկրան (ըստ ցանկության) տեղեկատվության ինտեգրված կառավարման և հեշտ շահագործման համար
Բորբոսը
Հատուկ նախագծված է հոսքային ալիքի համար՝ խողովակների հիանալի ձևավորման և հալման ողջամիտ ճնշման համար:
Սեղմման մեծ հարաբերակցությունը ապահովում է գերազանց պլաստիկացնող ազդեցություն:
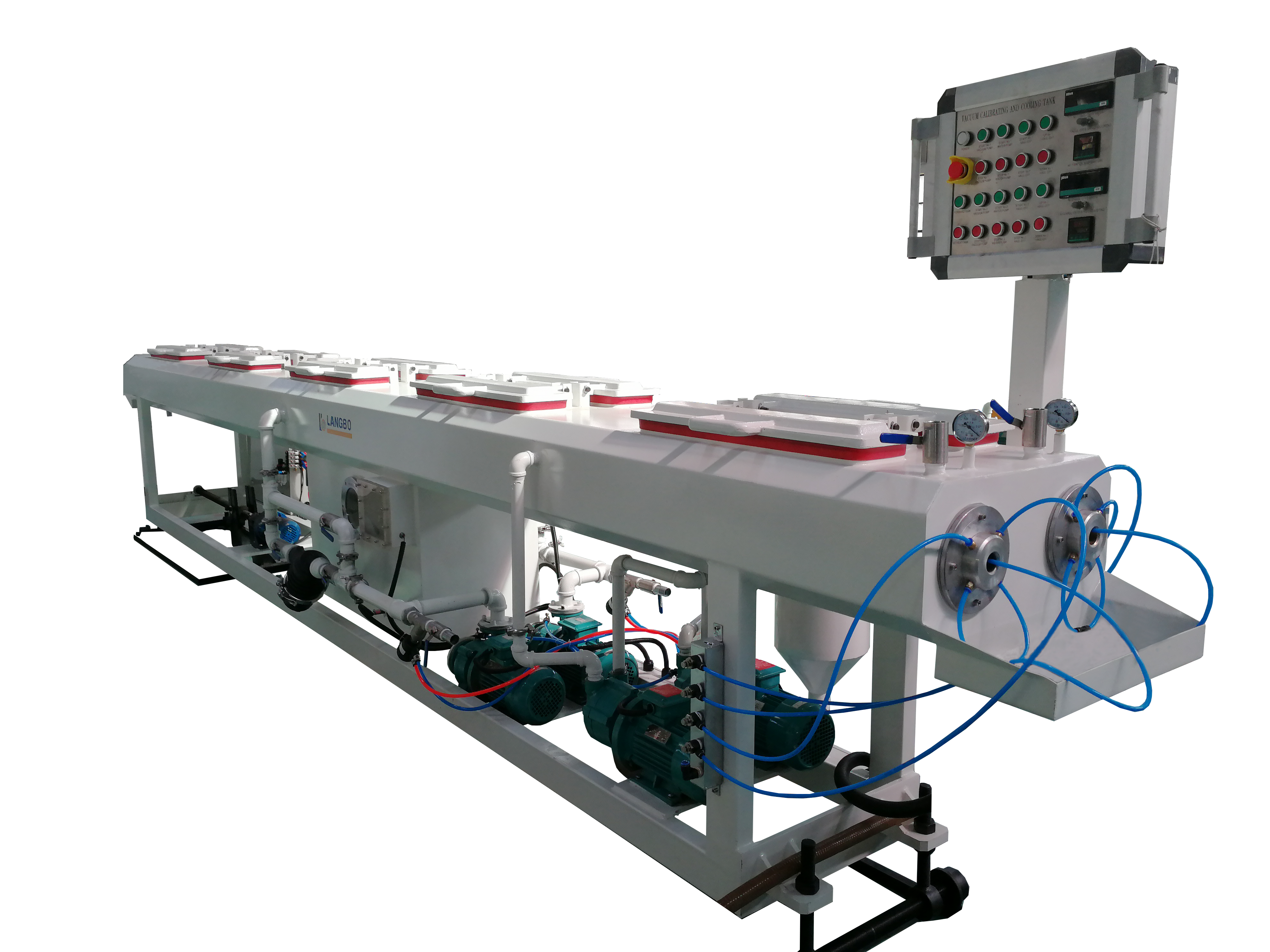
Վակուումային աստիճանավորում և հովացում
Առանձին հովացման համակարգ երկշղթայի համար անկախ պոմպերի համակարգով:
հաճախականության փոխակերպման վակուումային կառավարման համակարգ մշտական վակուումային միջավայրի համար՝ էներգիայի նվազագույն սպառումով:
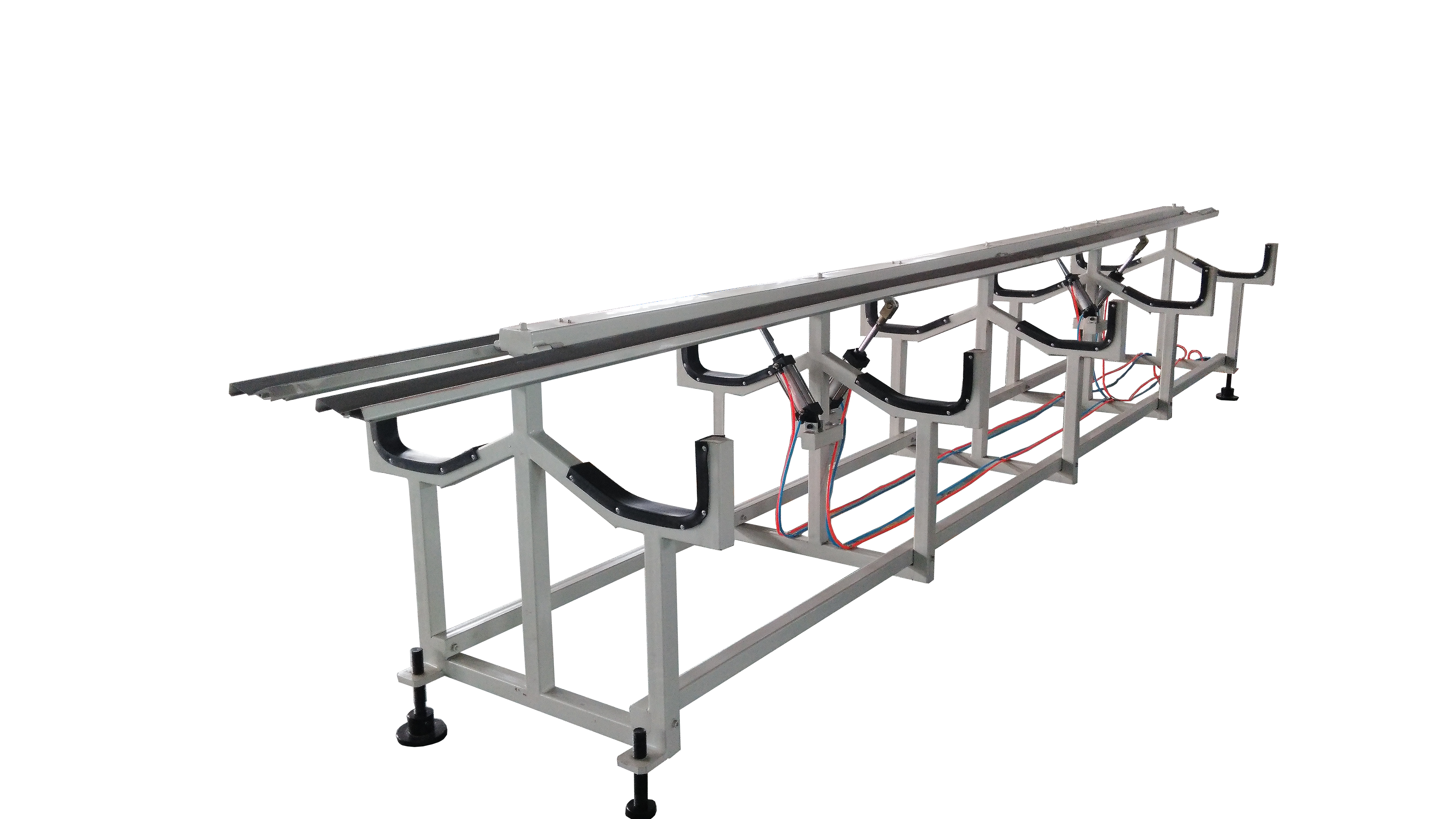
Հատակի և կտրիչի համադրություն
Սերվո շարժիչ և բարձրորակ ռեդուկտոր՝ գոտու կամ թրթուրի սինխրոն շարժման համար
Հարմարեցված բեռնափոխադրման հայեցակարգը ընդունվել է արտադրության որոշակի պահանջի հիման վրա
Հարմար կտրման հայեցակարգը հիմնված է արտադրության պահանջի վրա
բարձր ճշգրտության կոդավորիչը ապահովում է կտրման ճշգրիտ և կայուն երկարություն
Բեռնափոխադրման և կտրման համադրությունը կամընտիր է` տարածք խնայելու առավելությունով:


Զանգակ
Երկու ջեռուցման դիրք՝ ժամանակին զանգելու համար բարձր գծի արագությամբ
Էներգախնայողություն ջեռուցման տարրի ավտոմատ անջատման միջոցով
Անհատականացված սառեցման հայեցակարգ՝ հիմնված արտադրության պահանջի վրա
Օդաճնշական Stacker
Կայուն ստեյքերի կառուցվածք և օդաճնշական շարժիչ՝ խողովակների վերաբեռնման համար
Շարժվող գործողություն, որը վերահսկվում է PLC ծրագրով
Առանձին հսկողություն երկու արտամղման շղթայի համար